


産業用機械・装置カバーにおけるコストダウン設計のポイント
- 連結プレートにおける設計のポイント
- 大型カバー、パネルの図面設計指示のポイント
- 1インチ以下のソケット形状の統一化によるコスト削減のポイント
- 展開、プログラムにおけるコストダウン設計のポイント
- 補強材の形状変更によるコストダウン設計のポイント
- 板金部品の共通化によるコストダウン設計のポイントⅤ
- ネスティング歩留まり向上によるコストダウン設計のポイント
- コーナー面取り指示によるコストダウン設計のポイント
- バーリングを使用した板金加工部品のコストダウン設計のポイント
- バリ取りの発生を意識したコストダウン設計のポイント
- 標準の金型部品に考慮したコストダウン設計のポイント
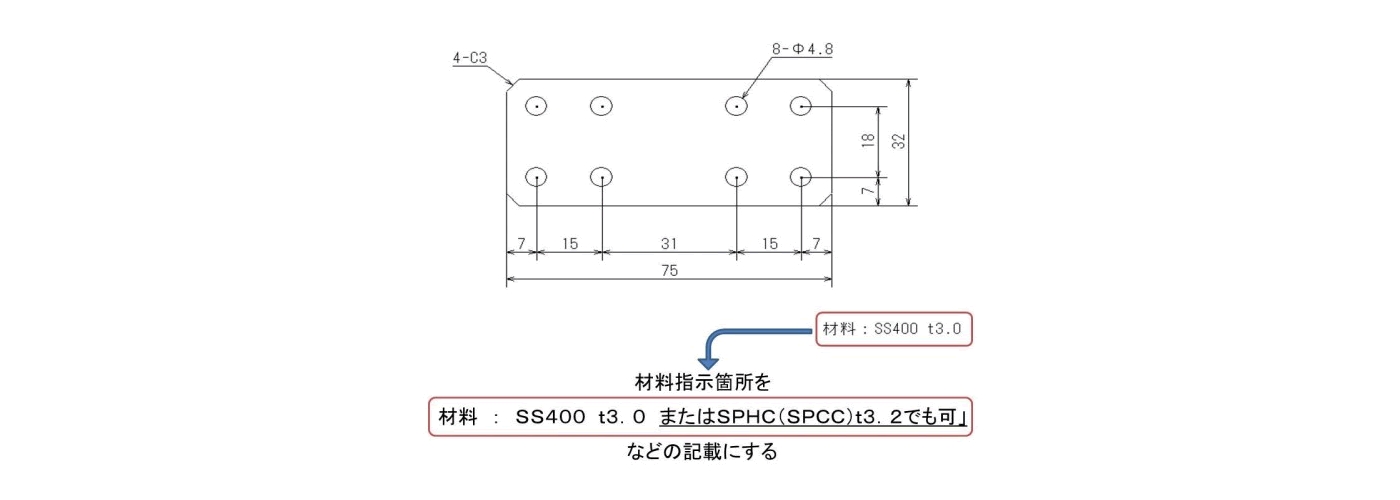
- メッキ鋼板を利用した板金加工部品のコストダウン設計のポイント
産業用機械・装置カバーにおける加工工数を削減する設計のポイント
- 複合機による成形加工での工数削減のポイント
- 溶接の工法を統一化する事によるコストダウン設計のポイント
- 板金部品の公差を意識した加工工数を削減する設計のポイント
- 型鋼材から板金加工への変更により加工工数を削減する設計のポイント
- バーリング加工をタレパンで自動化し加工工数を削減する設計のポイント
- 吊り穴による塗装の加工工数を削減する設計のポイント
- 機械加工から板金積層への変更により加工工数を削減する設計のポイント
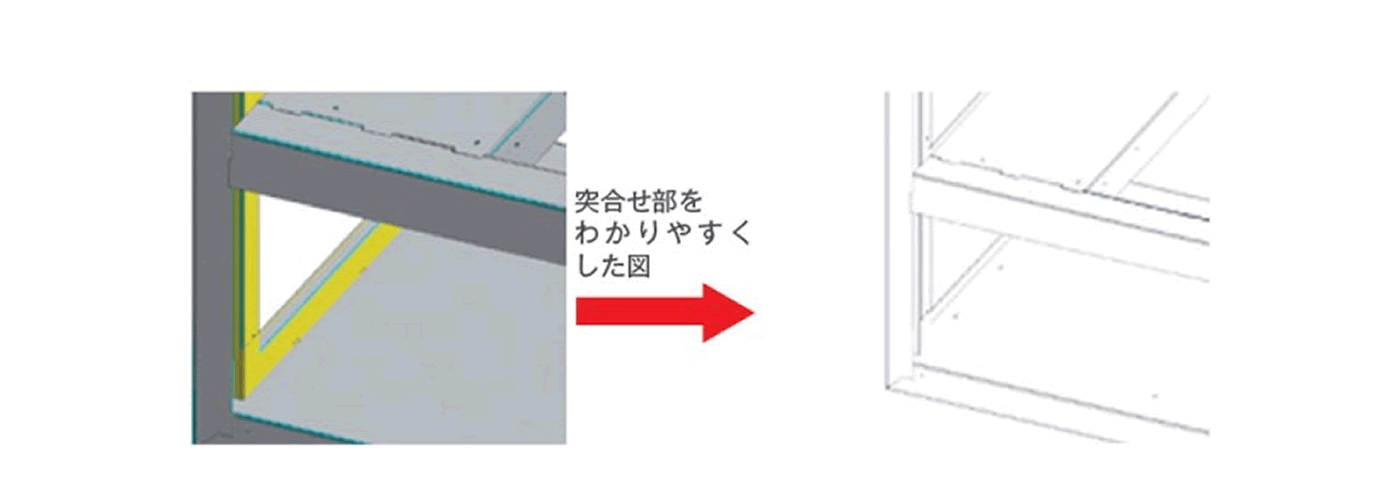
- パネル部品の接合における加工工数を削減する設計のポイント
- カバーとパネル部品の接合における加工工数を削減する設計のポイント
- 部品を一体物にすることによる加工工数を削減する設計のポイント
- カバー部品の接合部における加工工数を削減する設計のポイント
- 深曲げ時の加工限界を意識した加工工数を削減する設計のポイント
- プレスの最小曲げ寸法を意識した加工工数を削減する設計のポイント
- タレパンによる板金加工部品の加工工数を削減する設計のポイント
産業用機械・装置カバーの設計における品質向上のポイント
- 小さな部品をスポット溶接する際の設計ポイント
- バリ取り作業での面取り指示記載における設計のポイント
- 板金R曲げにおける金型選択による品質向上・工数削減のポイント
- 大型カバー、パネルの補強における設計のポイント
- 大型カバーにおける設計のポイント
- 刻印をレーザーにてケガキ加工することによる品質向上のポイント
- 刻印をタレットパンチプレスにて加工することによる品質向上のポイント
- 補強の溶接を考慮することでの品質向上のポイント
- 最小スポット代を考慮することによる品質向上のポイント
- 溶接ナット指示変更による品質向上のポイント
- ボックス型板金部品の塗装やメッキにおける品質向上のポイント
- 大物カバー製品の溶接方法による品質向上のポイント
- 図面での溶接指示の書き方による品質向上のポイント
- ダボ出しの位置決めによる品質向上のポイント
- 後工程の加工を考慮することによる品質向上のポイント
- 板金部品の公差精度を確保するための品質向上のポイント
- 曲げ加工と穴あけの位置における品質向上のポイント
産業用機械・装置カバーの設計における規格活用のポイント
- 1インチ以下のソケット形状の統一化によるコスト削減のポイント
- 大物カバー製品の分割サイズにおける規格活用のポイント
- ボスのタップの指示方法による規格活用のポイント
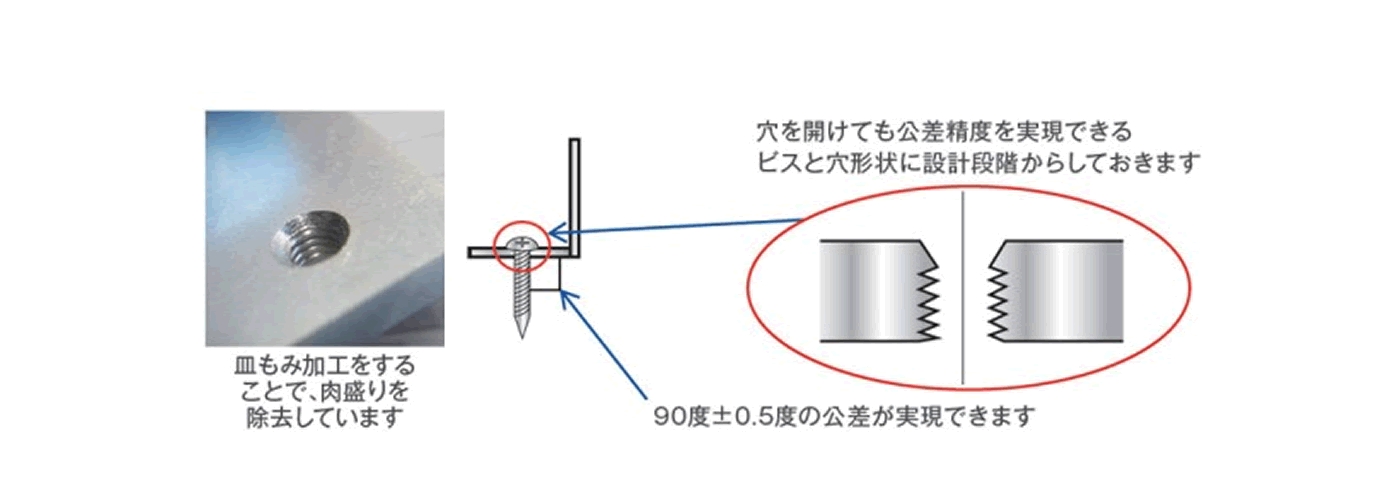
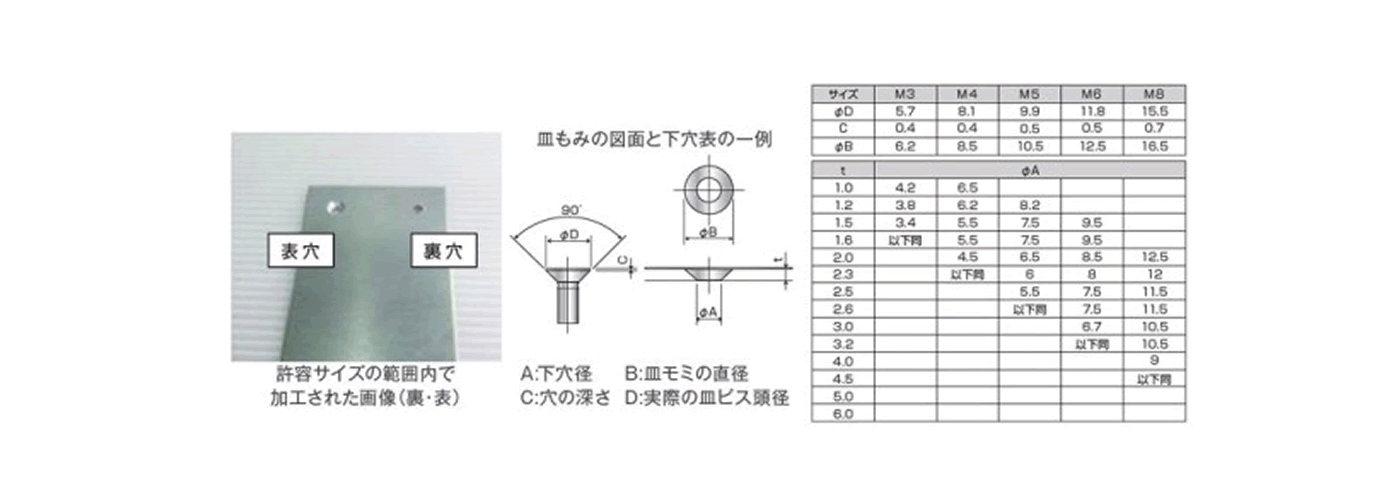
- 皿もみの下穴サイズを考慮した規格活用のポイント
- カレイナットからプレスナットへの変更による規格活用のポイント
- 標準ソケットの採用による規格活用のポイント
VE事例
-
産業用機械・装置カバーにおけるコストダウン設計のポイント
-
産業用機械・装置カバーにおける加工工数を削減する設計のポイント
-
産業用機械・装置カバーの設計における品質向上のポイント
-
産業用機械・装置カバーの設計における規格活用のポイント









 076-238-5111
076-238-5111