

Before (改善前)

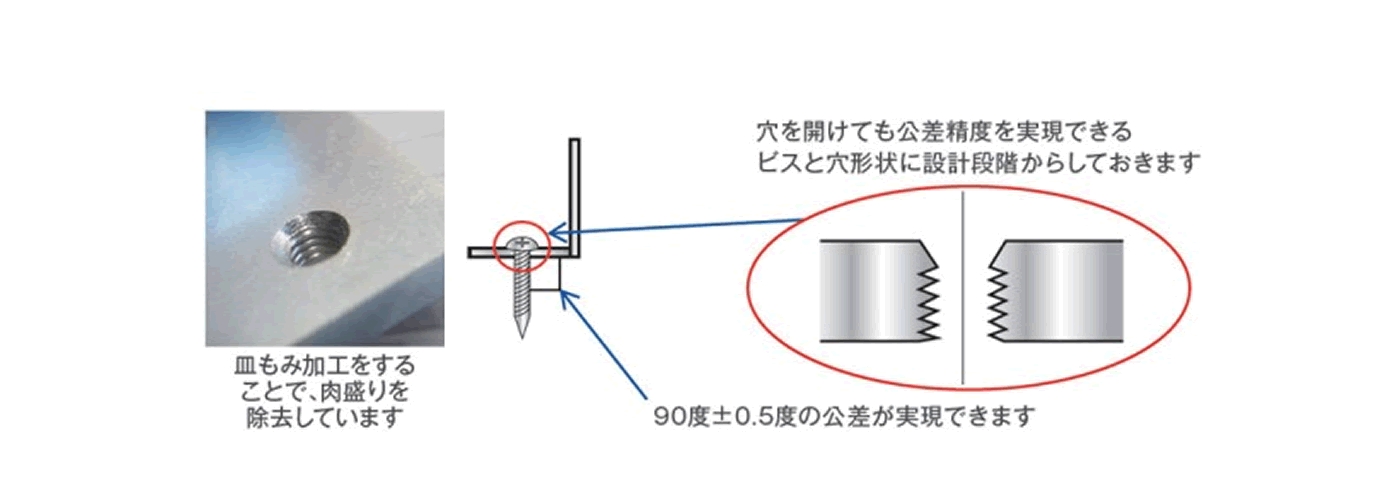
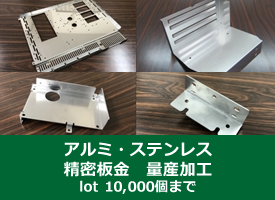
上記のような板金部品の曲げ箇所にビスを立て、そこの角度に90 度± 0.5 度の公差が必要である場合、タップ加工をするだけでは、小さな盛り上がりが生じてしまい公差精度が損なわれてしまうことがあります。高精度の産業用機械・装置カバーでは、その失われた公差精度をだす(復元)ために、微細な調整作業が発生し、カバー自体のトータルコストの増加につながっていました。
V
After (改善後)

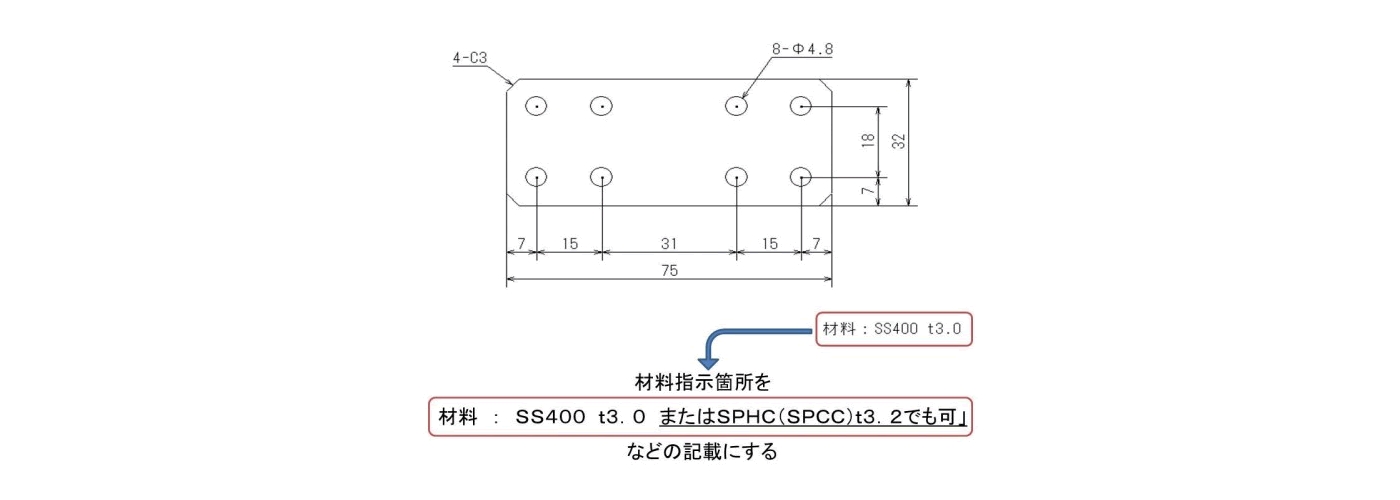
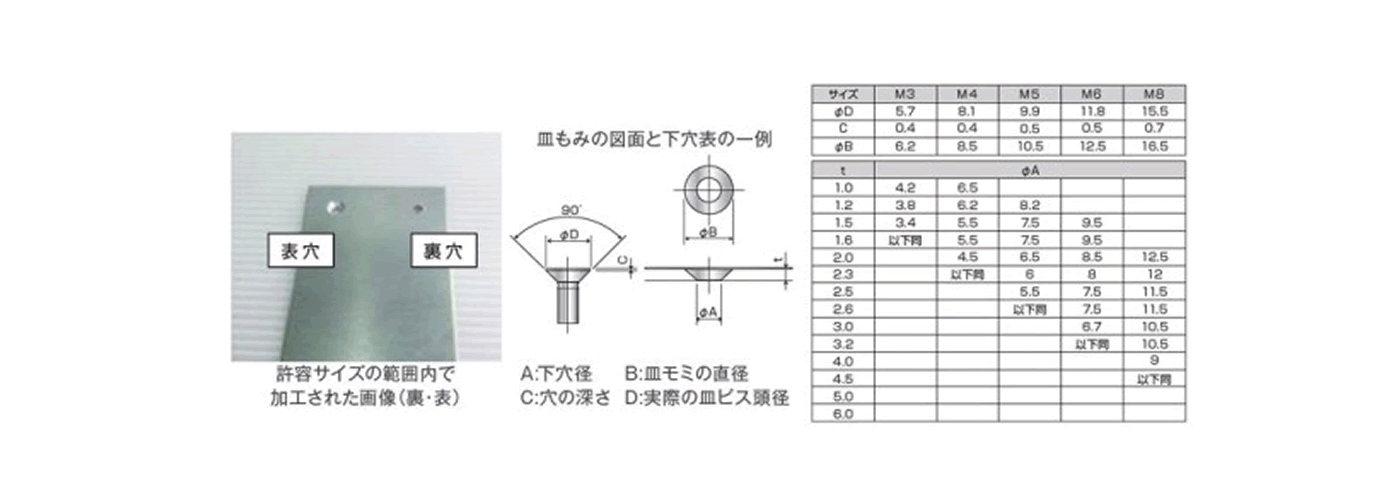
板金部品の曲げ部分において、高い精度(公差を含む)を保つためには設計段階からの工夫が最も効果的です。ビスの取付角度公差の精度を高めるには、ネジ穴のビス頭が密着する面にC面取り加工を行うことにより、ネジ穴の盛り上がりをなくし、ビスの不完全ネジ部をC面により回避できるので公差のズレを最小限に抑えることができます。大型である産業用機械・装置カバーは調整に時間がかかるため、特に効果のある設計段階の工夫となっています。









 076-238-5111
076-238-5111